This project focused on high-temperature Cerakote application across a full BMW turbocharger setup, with an emphasis on durability, consistency, and attention to complex geometries. Every component was prepared and coated with performance and longevity in mind, using Cerakote V-Series coatings specifically chosen for extreme thermal environments.
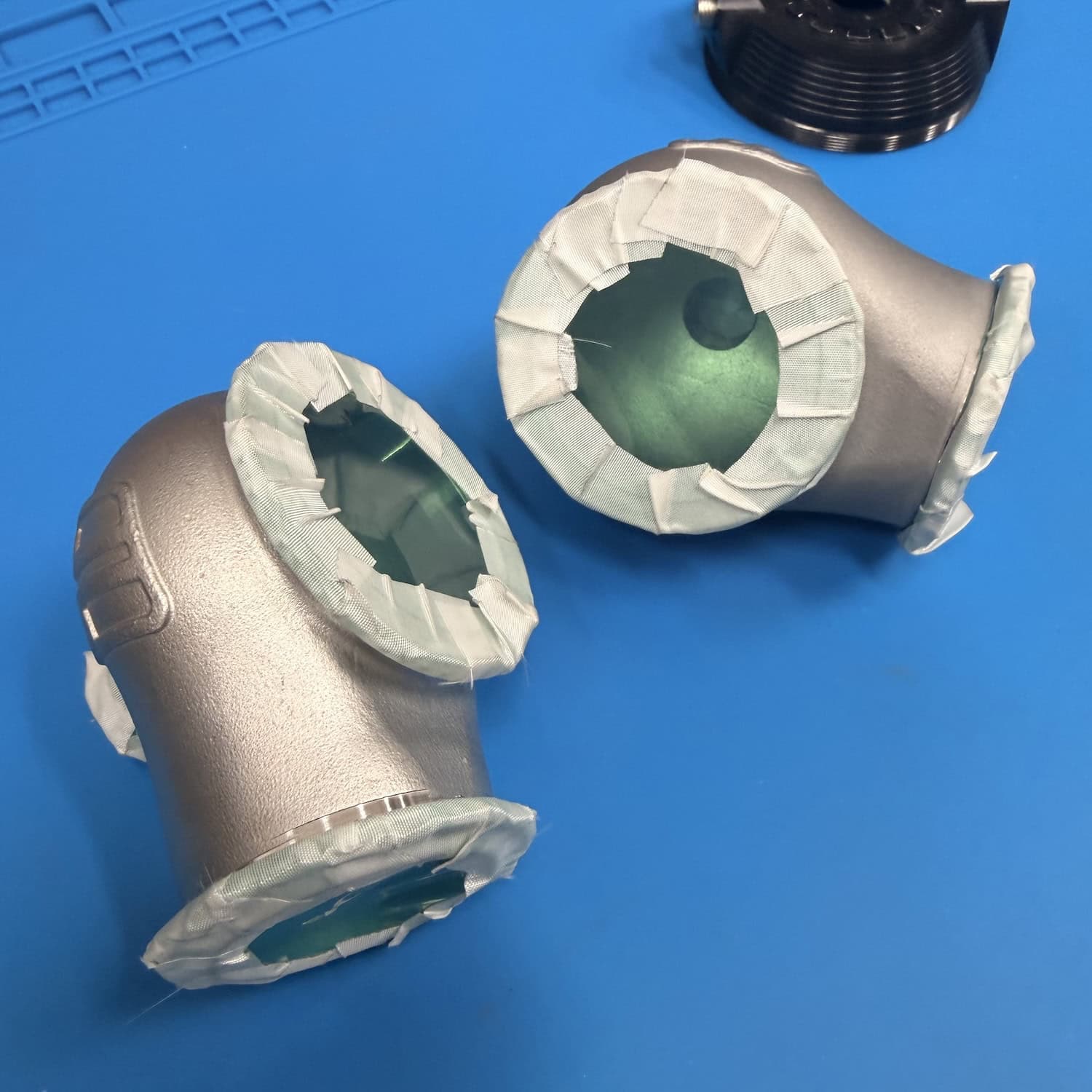
All parts were thoroughly sandblasted prior to spraying to ensure proper surface adhesion. Special care was taken with machined sealing surfaces, which were intentionally not blasted to preserve their finish and tolerances. These areas were either wet sanded or carefully cleaned between processes to avoid altering critical dimensions.
The most time-intensive preparation step involved the cast iron turbo manifolds. Due to the nature of cast iron, a significant amount of embedded oil surfaced during the heating process. The manifolds had to be off-gassed twice, with a full cleaning cycle between each round. After each off-gassing session, the parts were re-cleaned and selectively sandblasted on the sides and tops of the cast sections, while the finished machined surfaces on the bottom were protected and wet sanded instead. Avoiding sandblasting these surfaces was critical to maintaining a proper seal once installed
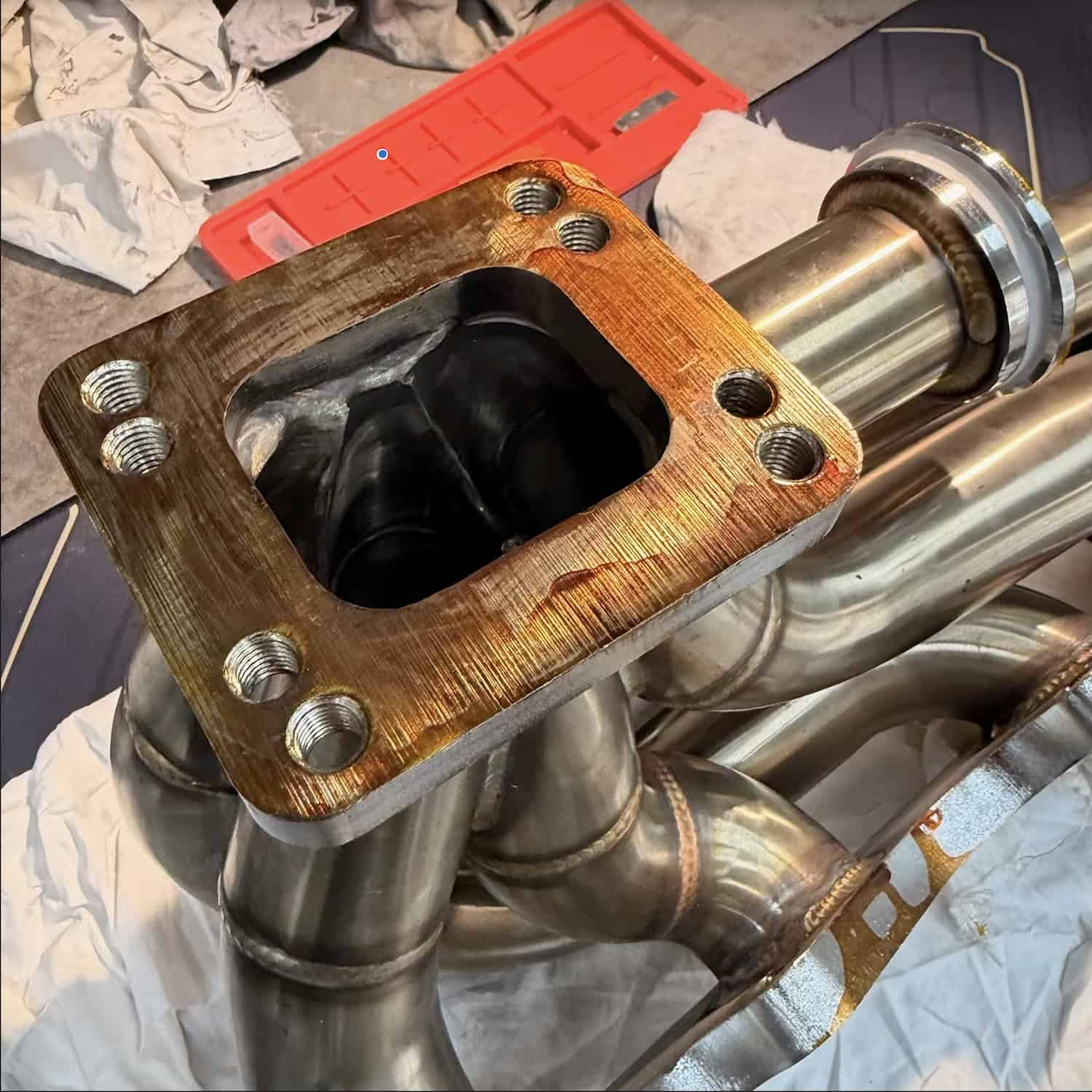
The turbo manifold turbocharger was the most challenging piece to spray due to its intricate shape and tight internal geometry. Many surfaces required spray angles of 30 degrees or less, increasing the risk of dry spray. In tight areas, airflow and material patterns were affected by the internal pipe routing, further complicating consistency. Maintaining even coverage required constant gun movement and careful control of overlap.
The V-Series Cobalt has a very low viscosity, making it prone to running if over-applied. Keeping the spray gun moving was essential. When minor drips occurred, they were allowed to dry fully, then lightly wiped with acetone before recoating to minimize visible inconsistencies in the final finish.
Ambient dry time was set at one hour, which proved to be the most effective balance between flow-out and handling. Parts were pre-heated before the first coat, which significantly reduced runs. Flash curing between coats was not recommended for this material, so it was avoided. Each manifold received 2–3 coats to achieve full coverage and durability.
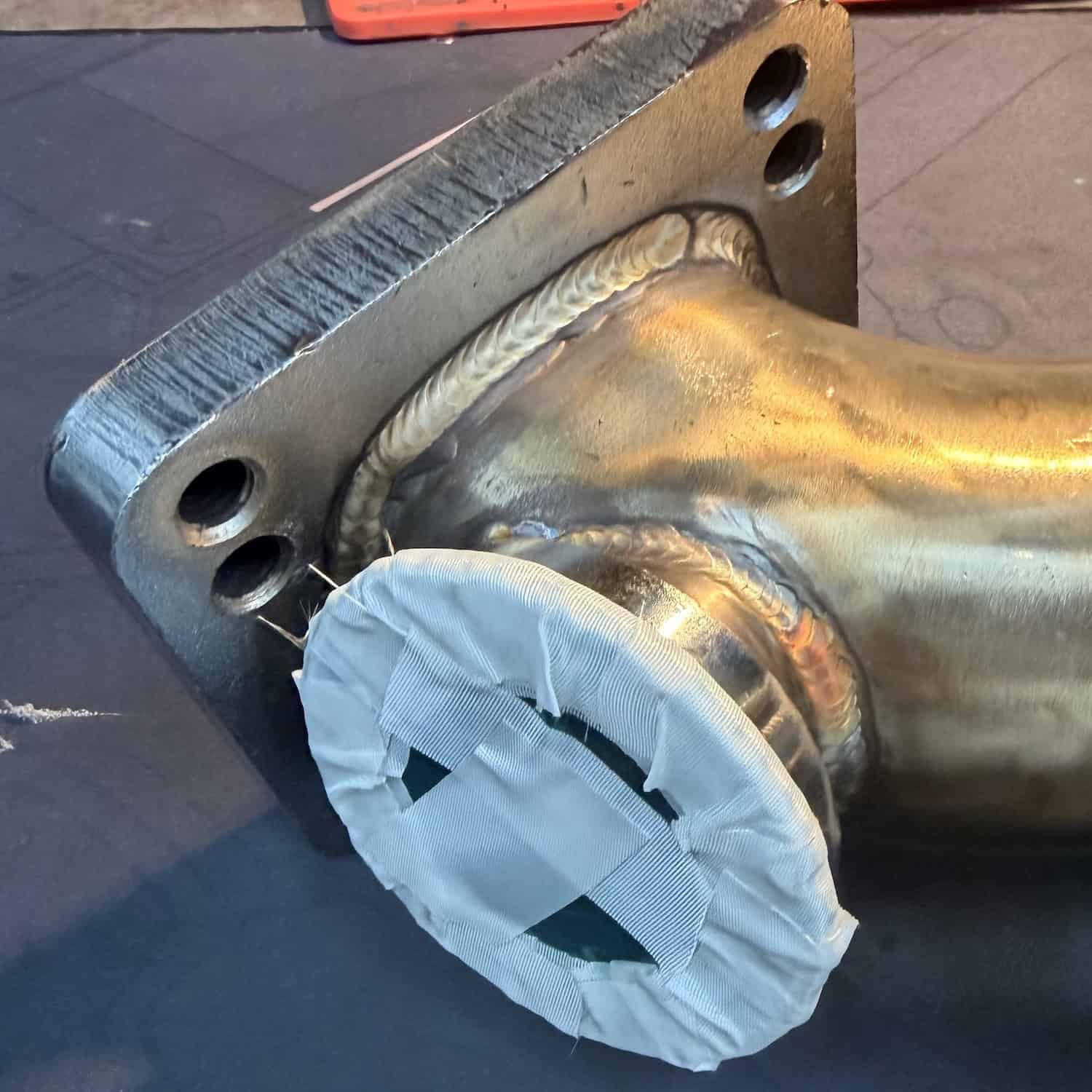
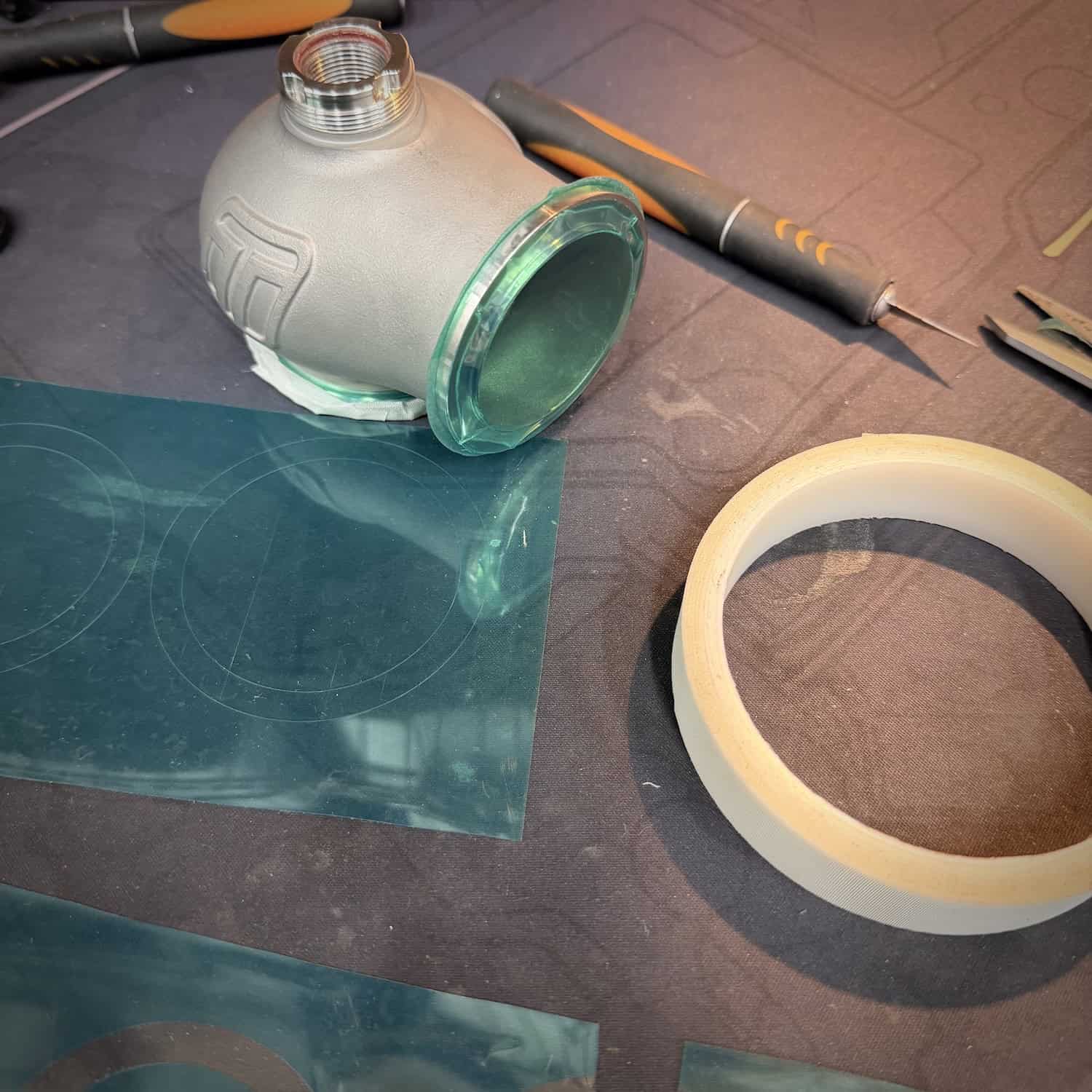
Masking was a major component of this project. High-temperature vinyl and fiberglass tape were used extensively on turbo housings and machined surfaces. On flat manifold surfaces, vinyl was removed prior to oven curing to prevent adhesive melting at 500°F. Earlier attempts required sanding out scratches caused by vinyl residue removal, reinforcing the importance of timing during demasking.
For the tubular top-mount manifold, all welded bung ports were plugged before spraying to prevent coating intrusion.
As a finishing touch, custom BMW-logo stencils were designed in Adobe Illustrator for the master collar tools. The logo was layered using H-Series Bright White, Rockaway Blue, and Graphite Black, fully masked, and then overcoated in H-Series Satin Aluminum for a clean, professional result.
This project highlights advanced preparation, problem-solving, and precision spraying techniques required for high-temperature automotive components with complex geometries.






















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}